

合肥雙寅l快速打樣(圖)-機(jī)械加工公司-安徽機(jī)械加工
合肥雙寅機(jī)電設(shè)備有限公司
經(jīng)營(yíng)模式:生產(chǎn)加工
地址:合肥市經(jīng)開區(qū)玉屏路318號(hào)聯(lián)華機(jī)械廠內(nèi)
主營(yíng):機(jī)械加工,精密零件加工
業(yè)務(wù)熱線:0551-68488860
QQ:59393767
產(chǎn)品詳情 聯(lián)系方式
產(chǎn)品品牌:合肥雙寅
供貨總量:不限
價(jià)格說明:議定
包裝說明:不限
物流說明:貨運(yùn)及物流
交貨說明:按訂單
有效期至:長(zhǎng)期有效
對(duì)于外圓和孔等旋轉(zhuǎn)表面而言,加工余量是從直徑上考慮的,故稱為對(duì)稱余量(即雙邊余量),即實(shí)際所切除的金屬層厚度是直徑上的加工余量之半。平面的加工余量則是單邊余量,它等于實(shí)際所切除的金屬層厚度。在工件上留加工余量的目的是為了切除上一道工序所留下來的加工誤差和表面缺陷,如鑄件表面冷硬層、氣孔、夾砂層,鍛件表面的氧化皮、脫碳層、表面裂紋,切削加工后的內(nèi)應(yīng)力層和表面粗糙度等。生產(chǎn)過程的內(nèi)容十分廣泛,現(xiàn)代企業(yè)用系統(tǒng)工程學(xué)的原理和方法組織生產(chǎn)和指導(dǎo)生產(chǎn),將生產(chǎn)過程看成是一個(gè)具有輸入和輸出的生產(chǎn)系統(tǒng)。在生產(chǎn)過程中,凡是改變生產(chǎn)對(duì)象的形狀、尺寸、位置和性質(zhì)等,使其成為成品或者半成品的過程稱為工藝過程。






機(jī)械零件加工上的點(diǎn)、線、面的實(shí)際位置與理想位置的符合程度。評(píng)定位置精度的項(xiàng)目按GB/T1182—1996規(guī)定,有平行度、垂直度、傾斜度、同軸度、對(duì)稱度、位置度、圓跳動(dòng)和全跳動(dòng)等8項(xiàng)。位置精度是用位置誤差來控制的,各項(xiàng)目的位置公差分為12個(gè)精度等級(jí)。為提高工件質(zhì)量和延長(zhǎng)使用壽命,需去除所有金屬精密件上的毛刺。工件表面、銳角和棱邊必須達(dá)到極高的金屬潔凈度,必要時(shí),必須適用于非電鍍和電鍍金屬。產(chǎn)品在加工的時(shí)候,根據(jù)不同的產(chǎn)品要求要進(jìn)行不同程度的加工,加工程度需要進(jìn)行劃分,如果對(duì)精度要求不高,那么進(jìn)行一個(gè)簡(jiǎn)單的粗加工階段就行了。產(chǎn)品的進(jìn)度要求越來越嚴(yán)格,后續(xù)就要進(jìn)行半精加工和精加工階段。

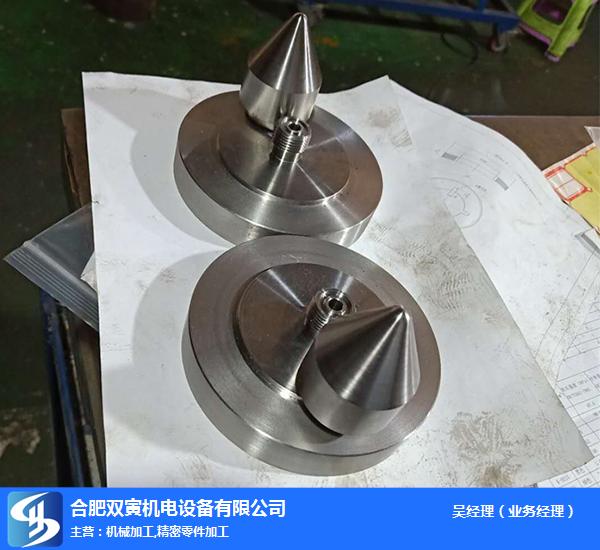
零件在加工和裝配過程中所使用的基準(zhǔn),稱為工藝基準(zhǔn)。工藝基準(zhǔn)按用途不同,又分為定位基準(zhǔn)、測(cè)量基準(zhǔn)和裝配基準(zhǔn)。定位基準(zhǔn):天津機(jī)械加工時(shí)使工件在機(jī)床或夾具中占據(jù)正確位置所用的基準(zhǔn),稱為定位基準(zhǔn)。精密機(jī)械加工的形式根據(jù)不同的材質(zhì)工件和產(chǎn)品的要求而有所差別。傳統(tǒng)的精密機(jī)械加工方法就是我們經(jīng)常聽到的車、鉗、洗、刨、磨這些。而隨著機(jī)械科技的發(fā)展,在精密機(jī)械加工方面,還出現(xiàn)了電鍍、線切割、鑄造、鍛造和粉末加工等等。精密零部件加工的定義是,按步驟,按工序完成各主要表面的終加工,包括工件平行度,表面光潔度,表面垂直度,表面硬度等等,使零件的加工精度和加工表面質(zhì)量達(dá)到圖樣規(guī)定的要求的過程。


吳經(jīng)理先生
手機(jī):15155115163
地址:合肥市經(jīng)開區(qū)玉屏路318號(hào)聯(lián)華機(jī)械廠內(nèi)
電話:0551-68488860
傳真:0551-68488860
網(wǎng)址:m.sh-uenjoy.cn
最新信息
